壓鑄鑄件內部孔洞的種類、成因與改善對策
根據壓鑄製程特徵一文中所述,壓鑄是以高速、高壓將金屬溶湯射入金屬模具中,在射入金屬模具的過程中金屬溶湯會呈現噴霧狀被打散而重組,再加上金屬溶液在凝固的過程中會有收縮現象,於是壓鑄就會有鑄件內部易產生缺陷的特徵。對於壓鑄產業的從業人員來說,壓鑄鑄件內的孔洞,幾乎是每時每刻都會遇到、都需要處理的問題。
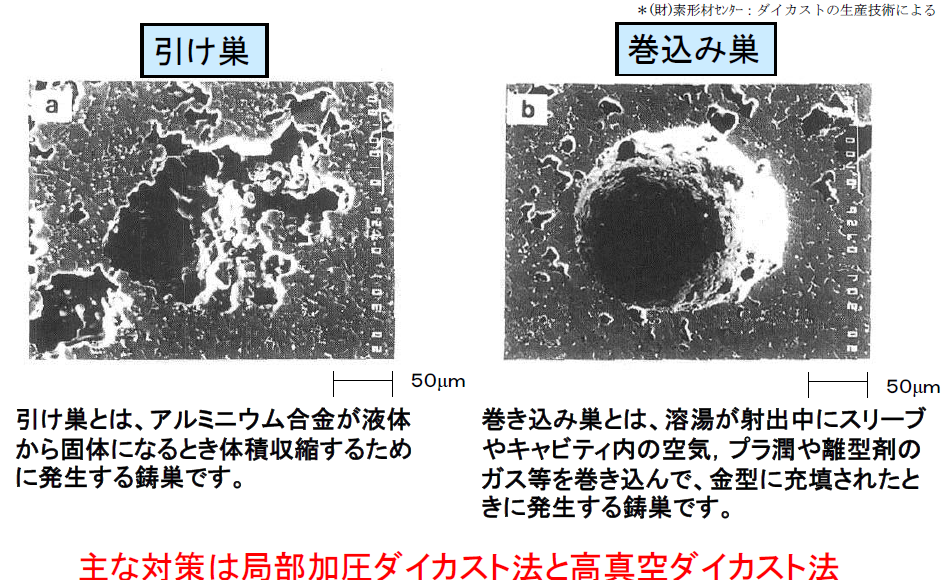
壓鑄鑄件內部常見的孔洞主要分為三種型式:氣孔 (Gas Porosity)、縮孔 (Shrinkage Porosity) 和混入物孔洞 (Inclusion Porosity)。這些孔洞會嚴重影響鑄件的機械性能、密封性,以及鑄件後處理如:熱處理、焊接、電鍍的品質。以下將針對這三種孔洞的成因及改善對策進行說明:
氣孔 (Gas Porosity)
氣孔是壓鑄件中最常見的孔洞類型,通常呈圓形或橢圓形,內壁光滑。
-
成因:
-
模具內殘留氣體: 壓鑄時,金屬溶湯高速填充模腔,如果模具內的空氣、離型劑揮發氣體、潤滑劑分解氣體等未能有效排出,就會被困在金屬溶湯中形成氣孔。
-
金屬溶湯中含氣: 熔煉過程中,金屬溶湯可能吸收氫氣等氣體。當金屬液凝固時,氣體溶解度下降,會析出形成氣孔。
-
合金中水分或有機物: 原料中若含有水分或有機雜質,在高溫下會分解產生氣體。
-
離型劑使用不當: 離型劑噴塗過多卡在模面或模腔深處難以吹乾,水分在高溫下快速揮發產生大量氣體。
-
模具方案設計不佳: 模具方案設計不良導致金屬溶湯容易產生紊流,進而捲入空氣。
-
-
改善對策:
-
優化模具方案設計:採用平穩流動的模具方案,避免湍流。
-
優化排氣系統: 增設或改進溢流槽、排氣道之位置與尺寸,確保模腔內氣體能有效排出鑄件內部。
-
調整壓鑄製程參數:
-
降低壓射速度: 特別是第一階段壓射速度(低速速度),確保排氣順利,以減少金屬溶湯捲氣。
-
提高增壓壓力: 有助於緻密化鑄件,擠壓氣體。
-
加快升壓時間: 有助於提高實際傳達到鑄件的有效增壓壓力,擠壓氣體。
-
-
改進離型劑的使用:選擇合適的離型劑,控制其供給量,並確保在壓鑄前,能夠吹乾附著於模具表面多餘的水分。
-
改進柱塞潤滑劑的使用:選擇合適的柱塞潤滑劑,確保少量有效地供給,避免過多潤滑劑隨著射出過程中捲入模腔。
-
控制金屬溶湯品質:
-
充分除氣: 熔煉時對金屬溶湯進行除氣處理。
-
原材料預熱與乾燥: 避免水分和有機物帶入。
-
-
縮孔 (Shrinkage Porosity)
縮孔是由於鑄件凝固過程中體積收縮而未能得到足夠金屬溶湯補充所形成的孔洞,形狀通常不規則,內壁粗糙且有樹枝狀晶體。
-
成因:
-
凝固順序不合理: 厚大部位或熱節處先凝固,周圍薄壁部位後凝固,導致金屬液無法補充厚大部位的收縮。
-
湯餅補縮通道的中斷:這是壓鑄方案中常見的現象:通常壓鑄的鑄造方案設計上,入料口都較薄較會先於鑄件本身凝固完成,因此即使增壓壓力持續,卻因為入料口中斷導致增壓壓力無法傳達至未凝固區域而無法補償補縮。
-
壓力不足: 壓射壓力或增壓壓力不足,未能將金屬液充分壓實。
-
模具溫度分佈不均: 模具局部溫度過高,導致該區域凝固延遲,易形成縮孔。
-
合金收縮率大: 部分合金本身凝固收縮率較大,更容易產生縮孔。
-
-
改善對策:
-
合理設計鑄件壁厚: 避免局部過厚,或採用緩慢過渡的壁厚變化。
-
採用局部加壓方案: 針對料餅無法補縮的現象,在容易產生縮孔區域附近另外設置增壓源與相應的補充金屬,在凝固的最後階段加壓補償金屬收縮的體積,如此就可以確保有足夠的通道和足夠的金屬液進行補縮。
-
優化模具設計:設置冷卻水路,加速厚大部位的冷卻凝固,使其與周圍薄壁同步凝固。
-
調整壓鑄製程參數:
-
提高增壓壓力: 確保金屬液在凝固過程中能持續受到壓力補充。
-
延長保壓時間: 讓壓力持續作用直到鑄件凝固。
-
調整壓射速度: 確保模具充分填充。
-
控制模具溫度分佈: 確保模具各部位溫度均勻,避免局部熱節。
-
-
控制金屬液溫度: 適當降低金屬溶湯溫度,減少凝固收縮量。
-
混入物孔洞 (Inclusion Porosity)
混入物孔洞是由於非金屬夾雜物(如氧化物、爐渣、耐火材料碎片等)混入金屬液中,並在凝固後形成孔洞。這些孔洞形狀不規則,通常伴有夾雜物。
-
成因:
-
金屬溶湯不純: 熔煉過程中未能有效清除氧化物、爐渣等非金屬雜質。
-
回收料使用不當: 回收料未經充分淨化,含有雜質。
-
模具污染: 模具表面附著有異物,在壓鑄過程中被金屬液捲入。
-
取湯後到料管過程中產生的氧化膜: 金屬溶湯從保溫爐由湯勺取出至料管中等待壓射時,都會因為冷卻與接觸空氣而產生氧化物,其會在壓鑄過程中被金屬溶湯捲入。
-
-
改善對策:
-
嚴格控制熔煉質量:
-
加強除渣和精煉: 使用合適的除渣劑和操作,確保金屬溶湯純淨。
-
定期清理熔爐和坩堝: 避免爐渣累積。
-
-
優化回收料處理: 對回收料進行嚴格的清洗、分類和預處理。
-
保持模具清潔: 定期清理模具表面,避免異物附著。
-
保持湯勺清潔: 定期清理湯勺的表面,並使用適當的被覆劑,避免異物附著後不定期掉入料管。
-
優化模具方案: 設置可以滯留夾雜物的模具方案如湯餅區的形狀設計等,以阻止夾雜物進入模腔。
-
了解這些孔洞的類型、成因和改善對策,能幫助您更有效地解決壓鑄件的質量問題,提高產品的可靠性和合格率。(2025/7/6)