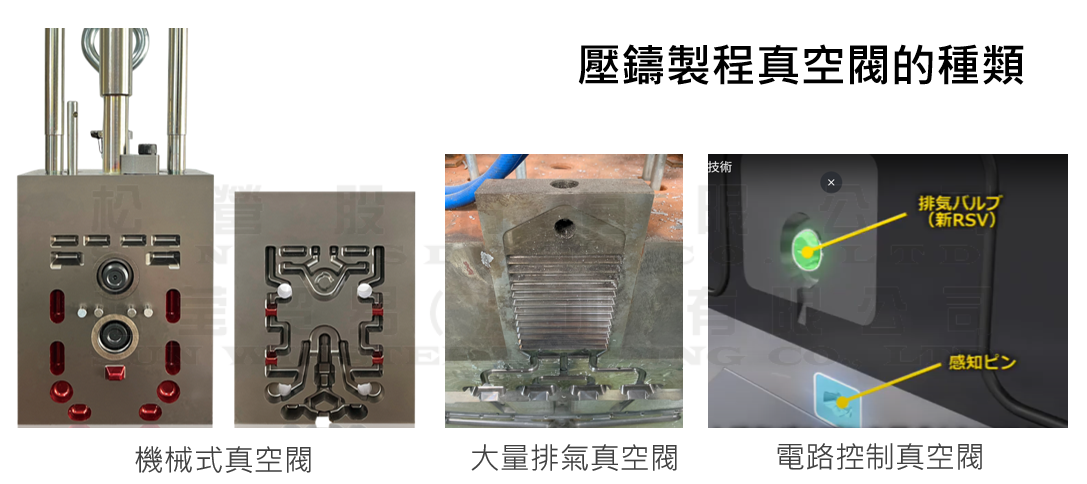
壓鑄製程的真空閥種類
真空壓鑄,在壓鑄界中是非常常會聽到,是拿來針對捲氣造成的氣孔所提出的一個對策。為了避免抽真空時,同時將金屬溶湯吸入真空管路,於是有了真空閥的設計,使得金屬溶湯能在抽真空之時被適當地停止、阻斷。市面上有相當多品牌的真空閥,但是其實總的來說,這些真空閥可以依據其關閉機制,分為三大類,本文將深入探討各種真空閥的差異,針對每種類型羅列了其優點與缺點。
一、 大量排氣真空閥 (溶湯受限停止)
這類閥門的設計理念,就是所謂的Chillvent的設計方式,是讓金屬溶湯在充填模穴的過程中,透過受限的排氣通道排出空氣,並在金屬溶湯到達時自行停止排氣(通常是透過凝固或堵塞)。
-
優點:
-
較不需維護: 設計相對簡單,故障點少,因此日常維護需求較低。
-
可持續抽氣至充填完成: 排氣可以在金屬溶湯充填模穴的整個過程中持續進行,直到金屬溶湯完全充滿模穴並堵塞排氣道。
-
不需配套系統: 指其運作不依賴複雜的電子控制或感測系統,降低了系統的複雜性和成本。
-
-
缺點:
-
斷面積較小: 排氣通道的截面積通常較小,這限制了空氣排出的速度和效率,可能在高壓射或複雜模具中無法充分排氣。
-
二、 機械式真空閥 (溶湯慣性關閉)
這類真空閥是透過金屬溶湯自身的流動或慣性來觸發其關閉機構,防止金屬溶湯進入真空管路。這屬於機械式真空閥的一種主要類型。圖中列舉的品牌如 FONDAREX、宇部GF、JMT 等,都是此類或相關真空壓鑄系統的供應商。
-
優點:
-
斷面積大: 相較於 Chill-vent,這類閥門通常能提供較大的通氣截面,實現更快的抽氣。
-
可持續抽氣至充填完成: 在金屬溶湯到達並觸發關閉之前,真空泵浦可以持續對模穴抽氣,確保充足的排氣時間。
-
不需配套系統: 閥門的關閉機制是自發的,不依賴外部複雜的電子控制系統。
-
-
缺點:
-
堵塞導致作動不順暢: 真空壓鑄由於真空的吸力很大,有可能會拉動某些金屬溶湯,並且會將接近密封的空腔中(料管與模腔連通的整個腔室)較輕的細小髒汙與殘渣先吸引到真空閥,因此容易導致積聚後,這些積累的髒污與殘渣會阻礙閥門內部機械動作的順暢傳動,造成作動不良、卡滯,甚至完全卡死,進一步導致更多髒污與殘渣或金屬溶湯滲入吸引的真空管路內,造成堵塞的惡性循環。日本的壓鑄界有一個專有名詞叫做"先走湯",在中文可以翻譯成初湯,就很傳神地講述了這個現象,初湯所造成漸漸堵塞的惡性循環,是機械式真空閥最需要解決的問題。
-
模具貼合問題的作動不良: 如果模具的貼合精度不佳或存在間隙,會引發多重問題:
-
真空洩漏: 間隙導致模穴無法達到或維持所需的真空度。
-
金屬溶湯不按設計流動: 金屬溶湯可能不從設計好的真空流道進入真空閥,而是直接從分模面或其他間隙處繞道 (Bypass) 流入吸真空管路,造成系統污染或損壞。
-
影響閥心滑動: 特別針對 GF 法的特殊設計,其關閉真空閥的閥心滑動面被分為固定模和活動模兩部分。若模具貼合不良,會直接影響這兩部分的精確對位和貼合,進而阻礙真空閥心正常的滑動和關閉動作,導致作動不良。
-
-
三、 電路控制真空閥 (電路開關)
這類真空閥的開關動作是通過電子電路進行精確控制的,通常結合感測器(如壓力感測器或位置感測器)和可程式控制器(PLC)。知名的品牌如 RYOBI RSV等,是此類系統的供應商。
-
優點:
-
不易堵塞: 由於閥門的關閉時機是透過外部控制預先設定的,通常需要設定在高速切換點之前,所以可以減少金屬殘渣對閥門的直接接觸和堵塞風險。
-
斷面積大: 與溶湯慣性關閉型類似,而且因為大部分此類的閥門要在切換高速之前關閉,切換時間比較早,所以斷面積的設計上更是要大於機械式真空閥,才能彌補提早關閥造成的吸氣不足問題,來提供較大的排氣通道,以實現快速高效的抽氣。
-
-
缺點:
-
無法持續抽氣至充填完成: 這是其主要限制。由於閥門是依據預設時間、位置、壓力或溫度信號關閉的,會在金屬溶湯完全充滿模穴之前就關閉了排氣通道。
-
需在低速時要確實關閉: 特別是預設時間或者位置控制關閉真空閥的方式,為了確保不會來不及關閉,實務上幾乎是在低速切換高速時,就將閥門關閉,這需要更精確地控制閥門關閉時間,以避免過早或過晚關閉導致的問題,如果是較早期的電路控制真空閥,因為一定要在低速關閉,就幾乎確定其抽真空的時間絕對會比機械式真空閥短。後期改良式的電路控制真空閥,如以溶湯短路或溫度信號啟動的電路控制真空閥,就是為了改善這個問題才研發出來的方法,以來拉長抽真空的時間。
-
信號反應與系統複雜性: 不管是透過預設時間、位置、壓力或溫度,其本質就是以外部信號透過程式迴路指揮真空閥關閉,因此需要可以關閉真空閥的空壓或者油壓配套系統。其可靠性高度依賴於感測器的精度、控制程式的邏輯以及閥門本身的反應速度,並且還額外增加了需要投入人力來維護關閉真空閥的氣壓和油壓系統。這使得這種真空閥的關閉方式,是多了一套相對複雜的外部控制系統(例如 PLC、感測器等、空壓/油壓系統),增加了系統的複雜性和成本。
總結
機械式真空閥的前期投入成本較高但改造相對簡單,但對於品質要求極致的產品能帶來顯著效益;而大量排氣(Chill-vent)連接真空機在模具設計和改造成本上可能更具彈性。電路控制真空閥則可以有效降低堵塞風險,只是需要大量的改造,系統複雜度最高。在實際應用中,選擇哪種真空排氣方案時,就會需要依據實際的情況,考慮到產品的複雜度、要求的品質標準、模具設計、製程穩定性以及成本等因素來決定使用何種真空閥。(2025/7/21)