讓您的鑄件停止漏氣
壓鑄燃料系統或電池鑄件是非常具有挑戰性的部件。他們通常具有比傳統結構鑄件的壁厚還更厚。儘管壁厚較厚,但這些鑄件在極端情況下必須不能洩漏。洩漏測試通常是在高壓下用氦氣來做的,並且可接受限度相當地狹窄。
關於洩漏率測量,最麻煩的是:只能在生產流程完成後才能做測量。因此,所有流程步驟都必須已經完成。這些步驟是鑄造、沖壓、熱處理、矯直和機械加工。
假設洩漏率大於可接受的限度。有一個額外的修復步驟。這些部件的某些區域可以用一種叫做 Dichtol 的聚合物來做含浸。這是一個耗時的手工流程。人力和聚合物價格都很昂貴,會降低利潤。
儘管如此,並不是所有的零件都可以這樣就修補好。在鑄件的許多地方,浸漬是不允許的。這些零件經歷了整個生產流程後還必須重返熔爐,使得大量的附加值和生產能力就憑空損失。
許多問題來自傳統壓鑄的補縮和收縮問題。鋁從液態到固態的凝固收縮率為 6.6%。 在壓鑄中,您需要補償整個 6.6%。在半固態流變鑄造(Rheocasting)中,漿料中已經存在固體球粒。所以收縮率較低,所以補縮的收縮率問題也比較小。
在壓鑄中,典型的微結構是樹枝狀的。這些枝晶將微孔隙引入微觀結構中,阻礙了補縮通道,導致通過零件的孔隙率路徑,從而導致了高洩漏率。
在半固態流變鑄造中,樹枝晶在製漿過程中被打碎,並形成球形球狀晶。具有觸變特性的固相和液相混合物具有優異的流動性能。它還有助於防止這些孔隙路徑。因此,可以使用半固態流變鑄造密封電池鑄件。
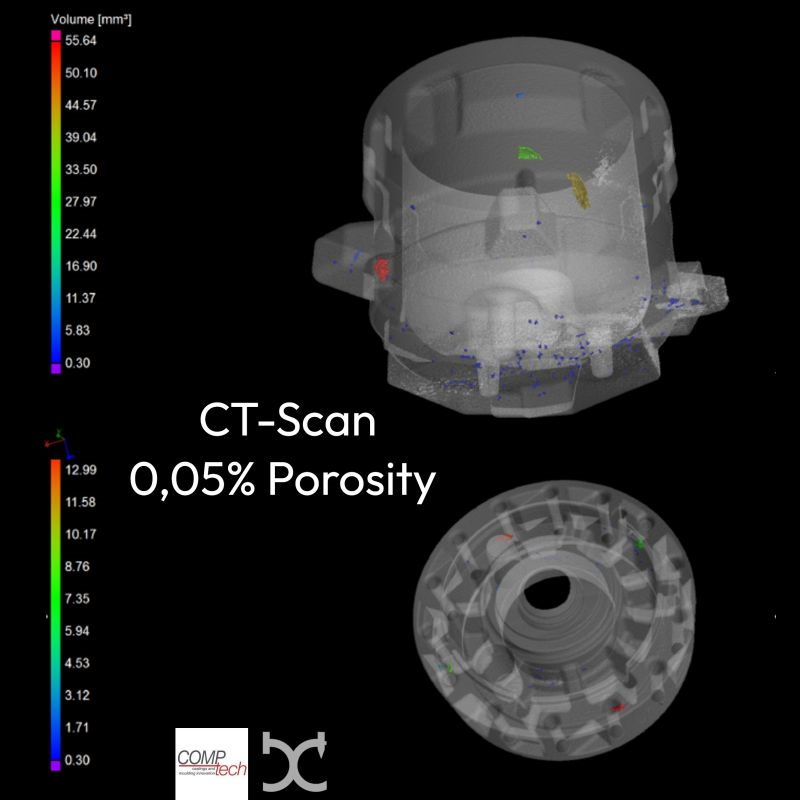
請參閱下方燃油系統部件的CT掃描照,您可以清楚地看到半固態鑄造出色的低孔隙率水平。
若您想了解更多關於測漏鑄件和流變鑄造的信息,請與我們公司聯繫。
松營股份有限公司
同步世界先進製造技術 實現高效率高品質生產
Update Your Technology
Upgrade Your Quality and Efficiency
#COMPTECH #流變鑄造 #半固態壓鑄 #壓鑄
#Rheocasting #Semisolid #Diecasting
#松營股份有限公司 #SUNWISDOM